La fijación de metales requiere métodos fiables. Las remachadoras proporcionan conexiones permanentes resistentes a la tensión y la vibración. Estas herramientas son necesarias para ensamblar piezas metálicas de innumerables maneras. El procedimiento crea conexiones robustas sin necesidad de herramientas de soldadura ni tecnologías sofisticadas.
La metalistería depende en gran medida de una buena fijación. En la mayoría de los casos, los remaches son preferibles a los tornillos, pernos y adhesivos. La unión es resistente a la vibración. Además, los remaches distribuyen la tensión sobre un área más amplia que las fijaciones puntuales. Los proyectos se completan más rápido que con la soldadura tradicional.
La fijación con remaches es una de las habilidades básicas de los profesionales del metal y aficionados al bricolaje. Este método se puede aplicar tanto a chapa fina como a componentes estructurales más gruesos, como vigas y placas. Dominarás este método si conoces las herramientas, los materiales y los procedimientos adecuados.
1. Aplicaciones y proyectos con remachadora sobre metal
Reparación y carrocería de automóviles
La restauración de vehículos requiere conexiones metálicas seguras. Los paneles de la carrocería se fijan con remaches cuando no se puede soldar por puntos. La remachadora inalámbrica ONEVAN de 2,4–5,0 mm destaca en aplicaciones automotrices gracias a su fuerza constante, lo que garantiza instalaciones impecables. Las molduras necesitan fijaciones que tengan un aspecto profesional y una sujeción permanente.
Posteriormente, los parachoques metálicos suelen requerir reparación tras un impacto. Se pueden reforzar las zonas dañadas remachando parches o placas de soporte. Los componentes del chasis se benefician de los refuerzos remachados en zonas propensas a tensiones. Las conexiones mantienen la resistencia a la vez que permiten cierta flexibilidad en la estructura metálica.
Además, la restauración de coches clásicos implica la sustitución de secciones oxidadas. Los remaches se ajustan a los métodos de fabricación originales en muchos vehículos clásicos. De esta manera, se preserva la autenticidad y se crean reparaciones duraderas. Los revestimientos de puertas, los parches de guardabarros y la instalación de paneles de piso se realizan con técnicas de remachadora.
Proyectos de fabricación de metal para hacer uno mismo
La metalistería creativa se abre paso a través de la técnica de remaches. Las esculturas personalizadas cobran forma al unir láminas, barras y elementos decorativos. Las instalaciones artísticas pueden incorporar remaches visibles, lo que realza su atractivo estético y las convierte en elementos integrales del diseño.
Además, la estética industrial atrae a muchos artistas contemporáneos. Por ello, la construcción de muebles de metal requiere uniones resistentes sin herrajes voluminosos. Se pueden construir estanterías duraderas, mesas estables y prácticos estantes de almacenamiento utilizando conexiones remachadas que garantizan resistencia y durabilidad. Además, el acabado se adapta a las preferencias del diseño de interiores moderno.
Finalmente, las estructuras de jardín ganan durabilidad gracias a una correcta fijación metálica. Los enrejados, jardineras y paneles decorativos resisten la intemperie. Los remaches resisten la corrosión mejor que muchos sujetadores roscados. Crea piezas de exterior que duran años con un mantenimiento mínimo.
Ensamblaje de componentes aeroespaciales
La construcción de aeronaves depende tanto de materiales ligeros como de métodos de fijación fuertes para optimizar el rendimiento general.
Los remaches ofrecen la solución ideal para unir paneles de revestimiento de aluminio. Las conexiones mantienen la integridad estructural en condiciones extremas. El ahorro de peso que ofrecen los remaches en comparación con otros métodos de fijación mejora el consumo de combustible.
Además, los componentes internos requieren un ensamblaje seguro sin añadir masa innecesaria. Los soportes, marcos y sistemas de montaje utilizan conexiones remachadas en todo el interior de la aeronave. Se puede lograr una alineación precisa utilizando accesorios adecuados, garantizando al mismo tiempo el acceso para inspección y mantenimiento.
Por consiguiente, las normas de seguridad en la industria aeroespacial exigen métodos de fijación de probada fiabilidad. Los remaches crean uniones permanentes que resisten la fatiga causada por ciclos de tensión repetidos. Esta técnica de fijación cuenta con décadas de datos de rendimiento que respaldan su uso en aplicaciones críticas.
Techos y construcción de metal
Los techos comerciales y residenciales utilizan láminas metálicas unidas mediante remaches. Los paneles se conectan para crear sellos herméticos. Los sistemas de canalones se fijan firmemente a las tablas de la fascia mediante soportes de montaje remachados. Las conexiones resisten cargas de viento y ciclos de expansión térmica.
En segundo lugar, la fabricación de estructuras metálicas para cubiertas requiere una fijación fiable. Las uniones remachadas conectan vigas de soporte, travesaños y postes de barandilla. Las obras se benefician de la rapidez de la instalación de remaches en comparación con la soldadura. El montaje de la estructura se completa de forma eficiente sin necesidad de equipos eléctricos especializados.
Finalmente, los componentes metálicos de construcción se entregan como piezas precortadas para su ensamblaje. Los remaches permiten la instalación de sistemas estructurales en campo. Los paneles de pared, las cerchas y las columnas de soporte se conectan mediante remachadoras neumáticas o inalámbricas. El proceso es adecuado tanto para contratistas profesionales como para constructores particulares.
Construcción naval y de embarcaciones
Las embarcaciones requieren métodos de fijación resistentes a la corrosión. Los remaches de acero inoxidable y aluminio proporcionan durabilidad en entornos marinos. La construcción del casco se basa en miles de remaches que crean juntas estancas. Se seleccionan materiales de remaches que se ajusten a las propiedades del metal base para evitar la corrosión galvánica.
De igual manera, la instalación de herrajes para cubiertas requiere fijaciones resistentes a la exposición al agua salada. Las cornamusas, los rieles y las placas de montaje se fijan mediante conexiones remachadas. Las uniones mantienen su resistencia a pesar de las constantes variaciones de humedad y temperatura. Los remaches de grado marino duran más que muchos sistemas de fijación alternativos.
Finalmente, la reparación de embarcaciones implica reemplazar las secciones dañadas, manteniendo la integridad estructural. Se retiran los remaches viejos y se instalan nuevos sujetadores siguiendo los patrones de construcción originales. Las reparaciones restauran la resistencia sin comprometer el diseño del casco. Las técnicas adecuadas de remachado, combinadas con un mantenimiento regular, ayudan a garantizar que las embarcaciones se mantengan en condiciones de navegar durante muchas temporadas.
Fabricación de maquinaria industrial
Los equipos de fabricación utilizan conjuntos remachados para carcasas y cubiertas protectoras. Se unen carcasas de chapa metálica que protegen los mecanismos internos. Las conexiones permiten la expansión térmica sin crear puntos de tensión. Los paneles de acceso para mantenimiento se fijan con fijaciones extraíbles, mientras que los componentes estructurales utilizan remaches permanentes.
El segundo punto es que la fijación de tuberías, conductos y sistemas de ventilación requiere conexiones metálicas fiables. Los remaches soportan mejor la vibración de la maquinaria que las fijaciones roscadas. Se instalan soportes que mantienen su posición durante el funcionamiento continuo. Los entornos industriales se benefician de la durabilidad de los remaches correctamente instalados.
El último punto son los sistemas de transporte, los equipos de procesamiento y la maquinaria de envasado, todos ellos con componentes remachados. Este método de fijación resulta rentable para la fabricación a gran escala. Se logra una calidad constante en miles de ensamblajes idénticos.
Instalación de señalización metálica
Los letreros comerciales requieren sistemas de montaje resistentes a la intemperie. Las caras de aluminio de los letreros se remachan a los marcos de soporte. Las conexiones se mantienen seguras a pesar del viento y las fluctuaciones de temperatura. Los soportes de montaje se fijan a las superficies del edificio mediante una combinación de anclajes y remaches.
Los letreros metálicos decorativos suelen incluir remaches visibles como elemento de diseño. Su aspecto industrial se adapta a diversas estéticas de marca. Crea instalaciones profesionales que proyectan calidad y permanencia. Las aplicaciones de señalización interior también utilizan ensamblajes remachados para letras dimensionales y paneles de logotipos.
2. Cómo seleccionar el remache y la remachadora adecuados para proyectos de metal
Tipos de remaches adecuados para proyectos de metal
Los remaches sólidos representan el método tradicional de fijación para ensambles metálicos. Estos sujetadores de una sola pieza requieren acceso a ambos lados de la pieza. Los remaches sólidos se colocan con herramientas especializadas que comprimen y deforman el eje. En la construcción aeronáutica, se utilizan comúnmente remaches sólidos por su mayor resistencia y fiabilidad. Su instalación requiere mayor habilidad que con otros tipos de remaches.
Remaches pop
Los remaches ciegos revolucionaron la fijación de metales gracias a su capacidad de instalación ciega. Solo se necesita acceder a un lado de la pieza. La remachadora inalámbrica sin escobillas ONEVAN 20000N maneja remaches ciegos de forma eficiente en diversos tamaños y materiales. Un mandril atraviesa el cuerpo del remache, expandiéndolo contra la superficie posterior. El mandril se rompe al alcanzar una fuerza predeterminada, completando la instalación.
Remaches semitubulares
Los remaches semitubulares ofrecen ventajas para unir metales más blandos o materiales diferentes. El orificio parcial que atraviesa el vástago del remache requiere menos fuerza de instalación que los remaches sólidos. Encontrará estos sujetadores en aplicaciones que requieren una resistencia moderada sin la complejidad de la instalación de remaches sólidos. Los remaches semitubulares se utilizan comúnmente en armarios eléctricos y conjuntos de servicio ligero.
Remaches de resorte
Los remaches de resorte proporcionan tensión ajustable durante la instalación. El remache se comprime como un resorte, manteniendo la presión en la unión. Estos sujetadores especializados se utilizan para aplicaciones que requieren movimiento o flexibilidad. Aplicaciones como bisagras, mecanismos pivotantes y conjuntos ajustables se benefician de la flexibilidad y la tensión ajustable que ofrecen los remaches de resorte.
Factores a considerar al elegir una remachadora para metal
Capacidad de fuerza
La capacidad de fuerza determina el rango de tamaños de remaches que puede instalar una pistola. Las especificaciones de la herramienta se ajustan al diámetro máximo previsto del remache. Una fuerza insuficiente produce remaches mal fijados con uniones débiles. Un exceso de capacidad aumenta el costo y el peso sin beneficio alguno.
Diámetro del remache
Los diámetros máximos de remache indican el tamaño máximo de fijación que acepta la herramienta. Asegúrese de que las boquillas y los sistemas de recolección de mandriles sean compatibles con las dimensiones de sus remaches. Algunas herramientas ofrecen boquillas intercambiables para diferentes tamaños de remaches.
Facilidad de operación
La facilidad de operación afecta la productividad y la fatiga del usuario. Se evalúa la fuerza del gatillo, el peso de la herramienta y el equilibrio. Los controles deben ser accesibles sin tener que reposicionar las manos. Los sistemas de recolección de mandril gastado reducen el tiempo de limpieza. Las boquillas de cambio rápido aceleran la transición entre tamaños de remaches.
Rendimiento de diferentes tipos de remachadoras en el remachado de metales
Remachadoras manuales para uso ocasional
Las remachadoras manuales son ideales para uso ocasional y aplicaciones ligeras. Se manejan presionando con la mano las manijas. El esfuerzo físico limita el uso continuo. Son ideales para proyectos pequeños con un número limitado de remaches. Su costo es bajo en comparación con las opciones eléctricas.
Remachadoras neumáticas para una fuerza constante
Las remachadoras neumáticas ofrecen una fuerza constante mediante aire comprimido. Los talleres profesionales prefieren estas herramientas para entornos de producción. Se obtienen tiempos de ciclo más rápidos en comparación con la operación manual. Las herramientas manejan remaches de mayor tamaño con menor fatiga del operador. Los requisitos de suministro de aire limitan la portabilidad de esta fuente de alimentación en comparación con otras.
Remachadoras con cable e inalámbricas
Las remachadoras eléctricas están disponibles con o sin cable . Los modelos con cable ofrecen autonomía ilimitada y potencia constante. Trabaja en lugares fijos con acceso a la electricidad. Las remachadoras sin cable ofrecen la máxima portabilidad.
Remachadoras hidráulicas de alta potencia
Las remachadoras hidráulicas generan las mayores fuerzas para remaches de gran diámetro. Las aplicaciones industriales que requieren fijación estructural utilizan potencia hidráulica. Se pueden colocar remaches de diámetros considerables con una fuerza controlada. Estas herramientas son más caras y pesadas que otros tipos.
En segundo lugar, la frecuencia de uso justifica diferentes niveles de inversión. Los proyectos ocasionales se adaptan a herramientas manuales o eléctricas básicas. El uso regular exige una construcción duradera y un manejo cómodo. Los entornos de producción requieren herramientas de grado industrial diseñadas para un funcionamiento continuo. Debe considerar el costo inicial en relación con la fiabilidad y productividad esperadas a largo plazo.
3. Preparación de la superficie antes de remachar el metal
Limpieza y preparación del metal
Las superficies metálicas pueden acumular contaminantes, lo que dificulta la instalación eficaz de remaches. El óxido se forma en metales ferrosos expuestos a la humedad. El óxido se elimina con cepillos de alambre, papel de lija o desoxidantes químicos. El óxido superficial debilita la integridad de la unión al impedir el contacto entre metales. El óxido profundo indica una debilidad estructural que requiere la sustitución del material.
Pintura y revestimiento
La pintura y los revestimientos deben retirarse de las zonas de los remaches. La pintura se retira mecánica o químicamente, según el tipo de revestimiento. Los remaches no pueden comprimirse correctamente a través de las capas de pintura. El revestimiento se degrada con el tiempo, creando huecos en la unión. El metal limpio y sin tratar proporciona la conexión más resistente posible.
Escombros y suciedad
Los residuos, como suciedad, aceite y residuos de fabricación, afectan el rendimiento de los remaches. Las superficies se desengrasan con disolventes adecuados. Las operaciones de corte de metal dejan restos de refrigerante y metal, lo que requiere una limpieza a fondo. Incluso las huellas dactilares contienen aceites que deben eliminarse antes de remachar uniones críticas.
Escala de laminación
En primer lugar, la cascarilla de laminación en el acero laminado en caliente crea una superficie irregular. La cascarilla de laminación se elimina mediante rectificado o arenado. El recubrimiento frágil se desprende bajo tensión, lo que compromete la resistencia de la unión. Las aplicaciones estructurales exigen la eliminación completa de la cascarilla de laminación antes del ensamblaje.
Luego, la limpieza se extiende un poco más allá del área inmediata del remache. Se prepara suficiente superficie para permitir una sujeción y un soporte adecuados. La limpieza del área circundante evita la contaminación durante la instalación. La inspección final requiere visibilidad de toda el área de la unión.
Marcado y medición de la ubicación de los remaches
La colocación precisa de los remaches garantiza una distribución y alineación adecuadas de la carga. Se miden desde los bordes de referencia con herramientas calibradas. Los punzones de transferencia crean hendiduras que marcan las ubicaciones exactas. Las marcas guían la colocación de la broca y verifican el espaciado correcto.
Espaciado de remaches
El espaciado de los remaches cumple con las especificaciones de ingeniería para aplicaciones estructurales. Se mantienen distancias constantes entre los sujetadores. Un espaciado demasiado corto debilita el metal entre los orificios. Un espaciado excesivo permite el movimiento de la unión y la concentración de tensiones. Existen pautas de espaciado estándar para diversas aplicaciones y materiales.
Distancia al borde
La distancia al borde afecta significativamente la resistencia de la unión. Su posición está lo suficientemente alejada de los bordes como para evitar desgarros. La distancia mínima al borde depende del diámetro del remache y del espesor del material. Los códigos estructurales describen normas y requisitos específicos necesarios para aplicaciones seguras y fiables. Una distancia al borde insuficiente provoca fallos prematuros bajo carga.
Alineación
La alineación entre las piezas acopladas requiere un marcado cuidadoso en ambas piezas para garantizar un ajuste preciso. Siempre que sea posible, apile los materiales y marque ambas capas. Como alternativa, mida y marque cada pieza por separado utilizando una referencia común. Los orificios desalineados impiden un ensamblaje correcto y crean uniones débiles.
Patrón de diseño
Los patrones de disposición dependen del diseño de la junta y de los requisitos de carga. Los remaches se colocan en hileras simples, dobles o escalonadas. Los ensamblajes complejos requieren planos detallados que muestren las ubicaciones exactas. Las plantillas guían el trabajo repetitivo con varias piezas idénticas.
Perforación de agujeros precisos en metal
La selección de la broca afecta la calidad del orificio y la vida útil de la herramienta. Las brocas de acero al cobalto mantienen los bordes afilados al perforar acero y acero inoxidable. Las brocas con recubrimiento de titanio ofrecen un buen rendimiento a un menor costo. Las brocas con punta de carburo se adaptan a materiales duros y abrasivos. El material de la broca se adapta al metal que se va a perforar.
Ejercicio de punta dividida
La geometría de la broca de punta partida reduce el desplazamiento al iniciar los agujeros. El diseño corta inmediatamente al contacto sin necesidad de punzón central. Esto permite una colocación más precisa de los agujeros, especialmente en materiales delgados. Las brocas de punta estándar funcionan bien con puntos de inicio con punzón central.
Tamaño del agujero
El tamaño del orificio debe coincidir con las especificaciones del diámetro del remache. Se perforan orificios ligeramente mayores que el diámetro del vástago del remache. Una holgura excesiva reduce la resistencia de la unión y permite la desalineación. Una holgura insuficiente impide la inserción del remache. Las holguras estándar suelen ser de 0,003 a 0,006 pulgadas por encima del diámetro del remache.
Velocidad de perforación
Lo primero es que la velocidad de perforación afecta la calidad del agujero y la vida útil de la broca. Se utilizan velocidades más lentas para metales más duros y diámetros mayores. Las velocidades altas son adecuadas para materiales blandos y partículas pequeñas. El uso de fluido de corte durante las operaciones de perforación reduce el calor y puede mejorar la calidad del acabado de los agujeros perforados. Una velocidad adecuada previene el endurecimiento por acritud y el desgaste prematuro de la broca.
Además, sujetar la pieza de trabajo durante la perforación evita la deformación. Sujete los materiales firmemente a una superficie de soporte sólida. Las láminas delgadas requieren especial atención para evitar que se abomben alrededor de los agujeros. La perforación sin soporte crea bordes elevados y rebabas que requieren un acabado adicional.
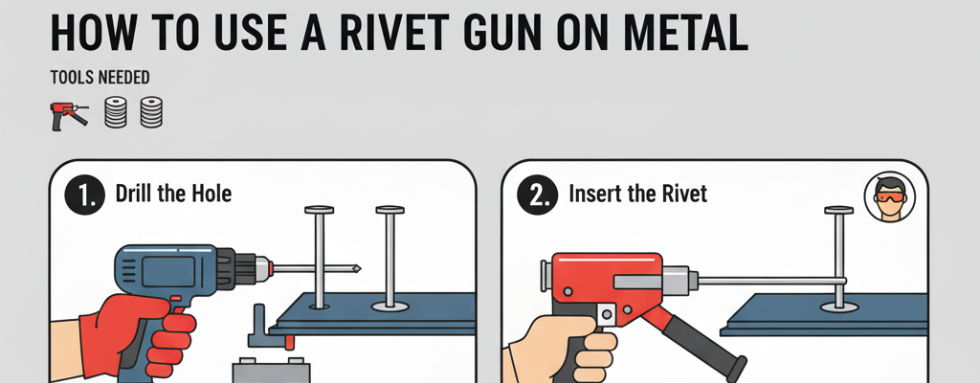
4. Guía paso a paso: Cómo usar una remachadora en metal
Herramientas y materiales necesarios
Es fundamental reunir todo el equipo necesario antes de comenzar la instalación. Una remachadora adecuada al tamaño del remache y al grosor del material es la herramienta principal. Los remaches adecuados para el material y la resistencia requeridos se encuentran en contenedores organizados.
Taladro con brocas adecuadas
Un taladro con brocas adecuadas crea agujeros para la inserción de remaches. Se incluyen herramientas de medición como calibradores y reglas. Las abrazaderas mantienen los materiales correctamente alineados durante la perforación y el remachado. El equipo de seguridad protege contra virutas metálicas y residuos del mandril. Use gafas de seguridad diseñadas para protegerse contra partículas proyectadas durante las operaciones de remachado. Los guantes de trabajo protegen las manos de bordes afilados y superficies metálicas.
Punzones centrales
Los punzones marcan con precisión la ubicación de los agujeros. Las herramientas de desbarbado limpian los agujeros perforados para una instalación suave de los remaches. Una lima elimina el exceso de material y suaviza las asperezas. Se utilizan productos de limpieza, como trapos y disolventes, para preparar las superficies. Un banco de trabajo o una superficie de apoyo sólida proporciona una plataforma estable para las operaciones de montaje.
Instalación del remache
Inserte el mandril del remache en la boquilla de la remachadora. La cabeza del mandril encaja completamente en el mecanismo de extracción. Diferentes tamaños de remaches requerirán modificaciones en la boquilla. Verifique que el mandril se ajuste firmemente sin holgura excesiva. Un mandril suelto resbala durante la extracción, lo que provoca una fijación incompleta del remache.
Inserte el remache a través del orificio pretaladrado
Inserte el remache a través del orificio pretaladrado desde el lado visible. Empuje el cuerpo del remache hasta que la cabeza fabricada toque la superficie. Ambas piezas metálicas que se van a unir deben quedar alineadas sin holgura. Los orificios desalineados impiden la inserción completa del remache. Retire el remache, vuelva a alinear las piezas e intente insertarlo de nuevo si encuentra resistencia.
Coloque la remachadora
Coloque la remachadora perpendicular a la superficie de trabajo. Sujete la herramienta firmemente, con una mano en la empuñadura y la otra en el gatillo. La boquilla presiona contra la cabeza del remache. Mantener esta posición durante todo el proceso de remachado garantiza una correcta formación del remache. Inclinar la remachadora crea una compresión desigual y juntas débiles.
Apriete el gatillo firmemente
Primero, apriete el gatillo con firmeza y presión suave y continua. El mandril atraviesa el cuerpo del remache, expandiéndolo contra la superficie posterior. Notará que la resistencia aumenta a medida que el remache se comprime. Continúe apretando hasta que el mandril se rompa en su punto de ruptura. El chasquido brusco indica que el remache está completamente instalado.
En segundo lugar, el vástago del mandril se acumula en la carcasa de la pistola o se expulsa de la herramienta. Limpie periódicamente las cámaras de recolección del mandril para mantener el funcionamiento de la herramienta. Algunas instalaciones requieren varios disparos del gatillo para completar el proceso de remachado. Mantenga una presión constante durante varios disparos sin reposicionar la pistola.
Por último, siempre que sea posible, sujete la parte posterior de los materiales delgados durante el remachado. Esto evitará que se abolle o doble debido a las fuerzas de compresión del remache. Una placa de soporte o un carro proporciona un soporte firme frente a la remachadora. El acceso unilateral requiere una cuidadosa selección del material y del remache para minimizar la deformación de la parte posterior.
Inspección de la junta terminada
Examine la cabeza fabricada para comprobar su correcto asentamiento. Debe quedar a ras de la superficie metálica, sin holguras ni inclinación. Las holguras indican una compresión insuficiente del material. El remache será demasiado corto para el espesor del material. Las cabezas inclinadas indican una instalación desalineada o problemas de perpendicularidad.
Revisa la parte trasera
Examine la parte posterior de la instalación del remache para garantizar la calidad. La cabeza formada debe ser simétrica y estar completamente expandida. Verifique que el diámetro de la cabeza cumpla con las especificaciones del tamaño del remache. Una expansión incompleta indica una fuerza de tracción insuficiente o remaches dañados. Las cabezas posteriores correctamente formadas deben ser lisas, sin grietas ni rajaduras.
Prueba de estanqueidad de la junta
Pruebe la estanqueidad de las juntas intentando mover las piezas unidas. No debería detectarse movimiento entre los materiales. Las juntas sueltas indican una selección incorrecta de remaches o problemas de instalación. Las aplicaciones estructurales requieren conexiones firmes y rígidas. Se acepta cierta flexibilidad en conjuntos no estructurales, según los requisitos de diseño.
Examinar el material circundante
El primer punto es examinar el material circundante para detectar deformaciones o daños. Por ejemplo, se buscarán hoyuelos, grietas o desgarros cerca de los remaches. Una fuerza de instalación excesiva o un soporte inadecuado pueden provocar daños estructurales en los materiales.
Se aceptarán pequeñas marcas superficiales según los requisitos de la aplicación. Los daños estructurales requieren la extracción y reparación de los remaches antes de la reinstalación.
Finalmente, la apariencia visual es importante para los ensamblajes visibles. Se evalúa si las cabezas de los remaches se alinean correctamente y presentan una apariencia profesional. Las superficies pintadas o acabadas deben presentar daños mínimos alrededor de los remaches. Se requerirán retoques para aplicaciones cosméticas.
5. Errores comunes y solución de problemas al remachar metal con una remachadora
Uso de un tamaño o tipo de remache incorrecto
En primer lugar, los errores en la selección de remaches provocan uniones débiles o fallos de instalación. Es fundamental que el diámetro y la longitud del remache coincidan con el espesor del material. Los remaches de tamaño insuficiente carecen de la resistencia necesaria para soportar las cargas de diseño. Los remaches de tamaño excesivo requieren una fuerza excesiva y dañarán los materiales delgados. Los cálculos del rango de agarre determinan la longitud adecuada del remache para aplicaciones específicas.
En segundo lugar, las discrepancias de materiales causan corrosión galvánica en uniones de metales diferentes. Se evita el uso de remaches de aluminio con componentes de acero en entornos corrosivos. Las aplicaciones estructurales requieren remaches que cumplan con las especificaciones de resistencia. Priorizar la comodidad por encima de los requisitos de ingeniería compromete la seguridad y la fiabilidad.
Preparación inadecuada de la superficie
Es fundamental tener en cuenta que omitir los pasos de limpieza provocará uniones contaminadas. No se puede lograr una compresión adecuada con suciedad, óxido o pintura. El remache se fija mal, lo que crea conexiones débiles. La corrosión se acelera en superficies mal preparadas. Invertir tiempo en una preparación minuciosa ayuda a prevenir futuras fallas.
Por último, un desbarbado inadecuado daña los mandriles y cuerpos de los remaches. Las rebabas afiladas cortan el material del remache durante la instalación. Se producen frecuentes roturas del mandril y un ajuste incompleto de los remaches. El pequeño esfuerzo de un desbarbado adecuado elimina estos frustrantes problemas.
Inserción incorrecta del remache
En primer lugar, forzar remaches en agujeros demasiado pequeños daña el cuerpo del remache. Se crean puntos de tensión que debilitan el elemento de fijación. El remache no se expandirá correctamente durante el proceso de colocación. Los agujeros demasiado grandes permiten un movimiento excesivo, lo que reduce la resistencia de la unión. Una perforación precisa evita problemas de inserción.
Finalmente, una inserción incompleta deja huecos entre la cabeza fabricada y la superficie. Debe asegurarse de que el asiento esté completo antes de retirar el mandril. Los huecos generan una carga desigual y un fallo prematuro. Iniciar la instalación con una posición incorrecta del remache desperdicia sujetadores y requiere su extracción.
Aplicación de fuerza excesiva o insuficiente
El primer punto es que las herramientas neumáticas e hidráulicas pueden generar fuerzas que exceden los límites del material. Los materiales delgados se dañan por sobrecompresión. El metal se agrieta o se desgarra alrededor de los remaches. Los ajustes de fuerza permiten adaptar la salida de la herramienta a los requisitos de la aplicación. Las pruebas con material de desecho ayudan a determinar los ajustes óptimos.
Entonces, una fuerza de tracción insuficiente no logra expandir completamente el cuerpo del remache. Se crean uniones sueltas con poca capacidad de carga. Las herramientas manuales carecerán de la fuerza adecuada para remaches más grandes. Reconocer las limitaciones de las herramientas evita intentos de instalación que excedan las capacidades. La actualización a herramientas eléctricas soluciona las limitaciones de fuerza en aplicaciones exigentes.
Uso de una remachadora desgastada o dañada
Las mordazas desafiladas o dañadas no sujetan los mandriles con firmeza. El mandril se resbala durante los ciclos de extracción. El remache no se fija completamente o no se fija en absoluto. La inspección y el mantenimiento regulares previenen el deterioro de la herramienta. Hay mordazas de repuesto disponibles para la mayoría de las remachadoras profesionales .
Las boquillas dobladas impiden una alineación correcta durante la instalación. No se puede mantener la posición perpendicular a la superficie de trabajo. Los remaches inclinados resultantes crean uniones débiles y poco profesionales. Enderezar o reemplazar las boquillas restaura su funcionamiento normal.
No sujetar la pieza de trabajo adecuadamente
En primer lugar, los materiales delgados requieren un soporte durante la instalación de remaches. El uso de un soporte rígido evita deformaciones y abolladuras. La sujeción mantiene la alineación a la vez que absorbe las fuerzas de compresión. Intentar remachar láminas delgadas sin soporte produce ensamblajes ondulados y distorsionados.
En segundo lugar, los ensamblajes complejos requieren un soporte estratégico en las ubicaciones de los remaches. Se utilizan soportes o fijaciones temporales durante la fijación inicial. Las técnicas de ensamblaje progresivo aseguran una sección antes de pasar a la siguiente. Un soporte adecuado evita la acumulación de desalineación en estructuras grandes.
Ignorar las precauciones de seguridad
Los vástagos de mandril que salen volando representan un riesgo de lesiones oculares. En primer lugar, use gafas de seguridad durante todas las operaciones de remachado. Los mandriles salen expulsados con una fuerza considerable al soltarse. Las personas en las inmediaciones deben mantener una distancia de seguridad de al menos 3 metros de las áreas de trabajo para evitar lesiones.
En segundo lugar, los bordes metálicos afilados y las rebabas pueden causar cortes en las manos desprotegidas. Use guantes de trabajo adecuados durante la manipulación y el montaje. Finalmente, los guantes deben permitir la destreza suficiente para controlar la remachadora y colocar los remaches con eficacia. Los materiales resistentes a los cortes ofrecen la mejor protección.
Calidad inconsistente del remache o falta de verificación del resultado
El trabajo de producción requiere la inspección periódica de las uniones terminadas. En primer lugar, se verifica que la calidad de la instalación se mantenga constante durante todo el proyecto. Las desviaciones técnicas ocurren durante sesiones prolongadas. Asimismo, la revisión regular detecta problemas antes de que se acumulen numerosas uniones débiles.
Finalmente, las fallas aleatorias de remaches indican posibles problemas de instalación o de material. Se investigan las causas en lugar de simplemente reemplazar los sujetadores defectuosos. Los problemas sistemáticos requieren medidas correctivas para evitar fallas continuas. La documentación de calidad ayuda a identificar tendencias y oportunidades de mejora.
6. Conclusión
Dominar las técnicas de remachadora para metal abre numerosas posibilidades de proyectos. Se logran uniones de calidad profesional mediante la selección adecuada de herramientas, la preparación del material y los procedimientos de instalación. Estas habilidades son aplicables en diversas industrias y aplicaciones.
Comprender los distintos tipos de remaches y sus usos adecuados ayuda a prevenir fallos de instalación. Se adaptan los sujetadores a los requisitos específicos, considerando factores como la resistencia, la resistencia a la corrosión y la accesibilidad. La preparación de la superficie es fundamental a pesar de la presión del tiempo. Unos orificios limpios y bien perforados son la base de unas uniones fiables.
La práctica genera confianza y eficiencia en el manejo de remachadoras. Empiece con proyectos sencillos antes de intentar ensamblajes complejos. Cada instalación exitosa le ayuda a adquirir confianza en técnicas de remachado eficientes y precisas. La aplicación constante de principios fundamentales garantiza resultados profesionales.
7. Preguntas frecuentes
¿Qué tipo de remachadora es la más adecuada para trabajar con chapas metálicas?
Las remachadoras eléctricas inalámbricas ofrecen la mejor combinación de potencia y portabilidad para trabajar con chapa metálica. Permiten trabajar con una amplia gama de espesores de chapa sin necesidad de compresor de aire. Las remachadoras manuales son ideales para proyectos ocasionales de calibres finos. Las herramientas neumáticas son ideales para entornos de producción con suministro de aire adecuado.
¿Puedo utilizar una pistola remachadora inalámbrica para piezas metálicas gruesas?
Las remachadoras inalámbricas modernas manejan espesores de metal considerables. Verifique que las especificaciones de la herramienta coincidan con sus requisitos de tamaño de remache. Las herramientas a batería ahora compiten con el rendimiento neumático en muchas aplicaciones.
¿Cómo elijo el tamaño de remache adecuado para el metal?
El diámetro del remache debe ser al menos tres veces el espesor del material más delgado que se vaya a unir. El rango de agarre se calcula sumando los espesores del material y 1,5 veces el diámetro del remache. Esta fórmula garantiza la longitud adecuada para la correcta formación de la cabeza. Los requisitos de resistencia exigirán diámetros mayores que los sugeridos por el dimensionamiento mínimo. Las especificaciones de ingeniería prevalecen sobre las directrices generales para aplicaciones estructurales.
¿Cuánto tiempo se tarda en colocar un remache con una remachadora típica?
El tiempo de instalación varía de 5 a 15 segundos por remache, según el tipo de herramienta. En la mayoría de los casos, la instalación de remaches ciegos se completa con solo apretar el gatillo. Las herramientas manuales requieren más tiempo debido a la presión repetida de los mangos. Los remaches sólidos requieren más tiempo para las operaciones de embobinado. Los operadores experimentados trabajan más rápido que los principiantes gracias a una técnica refinada.
¿Pueden las pistolas remachadoras dañar superficies metálicas delicadas?
El uso excesivo de fuerza o una técnica inadecuada daña los materiales delgados. Las superficies se protegen con placas de soporte y ajustes de fuerza controlados. La cabeza fabricada deja marcas en el metal, independientemente del cuidado de la instalación. Las aplicaciones cosméticas requieren retoques de pintura o masilla. Colocar remaches en lugares menos visibles reduce las preocupaciones estéticas. Se aplica cinta protectora alrededor del área para evitar rayones durante la instalación.
¿Cómo puedo quitar un remache del metal si es necesario?
Para extraer remaches es necesario perforar el elemento de fijación. Se utiliza una broca ligeramente mayor que el diámetro del orificio del mandril. Centre la broca en la cabeza fabricada y perfore el cuerpo del remache. La cabeza se separa, lo que permite extraer el material restante. Evite agrandar el orificio original innecesariamente. Algunas herramientas especializadas para extraer remaches extraen los elementos de fijación con menos daño al metal circundante.
¿Cuál es el espesor máximo de metal que puede manejar una pistola remachadora típica?
Las remachadoras manuales pueden manejar espesores combinados de hasta 6,35 mm con los remaches adecuados. Las herramientas neumáticas pueden manejar materiales de hasta 9,5 mm de diámetro, dependiendo del tamaño del remache. Las remachadoras hidráulicas industriales remachan materiales con espesores superiores a 12,7 mm. Siempre verifique las especificaciones de la herramienta antes de realizar instalaciones con materiales gruesos. En aplicaciones con espesores extremos, es más práctico usar varios remaches delgados que un solo sujetador grande.
¿Necesito desbarbar los agujeros antes de remachar láminas de metal?
El desbarbado es esencial para una instalación de remaches de calidad. Elimina los bordes afilados que dañan los mandriles y los cuerpos de los remaches. Las rebabas impiden el correcto asentamiento de la cabeza contra las superficies. El proceso tarda segundos por orificio, pero mejora notablemente los resultados. Las aplicaciones estructurales y de seguridad críticas requieren orificios desbarbados. Omitir este paso resulta en uniones débiles propensas a fallas prematuras.